拉力機夾具打滑的原因有哪些
 來源:天氏庫力 發布日期
2018-07-17 瀏覽:
來源:天氏庫力 發布日期
2018-07-17 瀏覽:
我們在使用拉力試驗機對檢測試樣進行力學檢測時�,常常發現拉力試驗機的夾具有打滑的現象��,并且使用時間越長��,打滑現象越嚴重��,這就會影響檢測數據的準確性�,只有分析清楚拉力試驗機夾具打滑的原因并找出相應的對策����,才能確保試驗數據的準確�����、可靠性��。本文就針對上述問題�,詳解拉力機夾具打滑故障發生的原因以及解決方法�����。
一�����、人為因素致使拉力機夾具打滑
造成拉力試驗機打滑的人為因素是由于操作人員在進行試驗時沒有按試驗的正確方法進行操作而造成的,主要有兩方面的因素:試樣夾持長度較短和夾具的鉗口選擇不當�。
1����、試樣夾持長度較短
拉力機夾具的正確使用方式應該是��,在試件的夾持長度與夾具齒面長度相同時�����,先借助外力推動鉗口���,使其在夾持面上產生初始摩擦力�����,再通過試驗機橫梁的移動對試樣加載�,摩擦力拉動鉗口(楔形口)時由于斜面的作用����,軸向拉力越大�,產生的夾持力也越大��,試驗機夾具體上有兩個斜面的楔形口正是依據上述夾持方式���,按照接受均勻壓應力設計的�。
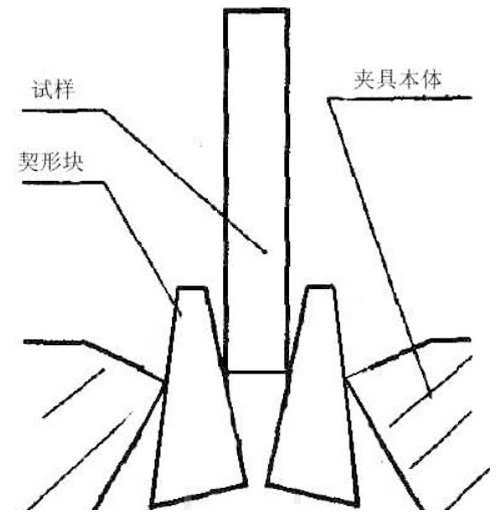 試樣夾持長度較短示意圖
試樣夾持長度較短示意圖
但是����,有些操作人員并沒有按照試驗機的使用要求進行操作�,試樣夾持長度較短���,或者是試樣加工的就太短��,造成楔形口斜面受力不均�,楔形口局部應力遠遠超過材料的屈服強度����,從而使楔形口產生塑性變形����、嚴重外翻����,使楔形口斜面塌陷或磨損��。夾具在這種情況下繼續使用,減小了楔形口的角度�����,使夾具本體受力狀態惡化而出現打滑現象�����。
2�、夾具的鉗口選擇不當
拉力試驗機夾具有多種不同的規格和夾面�,針對不同的試樣采用不同的夾頭����,有些操作人員在試驗時�,使用大規格鉗口夾持小截面試樣���,或使用平夾頭夾持大試樣�,使得夾具與試樣接觸不緊密����,摩擦系數明顯降低��,最直觀的表現為夾具的鱗狀尖峰被除數磨平����,摩擦力大幅度的減小����。當試樣受力逐漸增大達到最大靜摩擦力時�,試樣就會打滑,從面產生虛假屈服現象�����。
二�����、設備原因致使拉力試驗機打滑
設備原因主要有拉力機在拉試樣時由于氧化鐵皮落入楔形塊斜面而引起打滑��。金屬試樣在進行拉拔過程中產生金屬氧化鐵皮,氧化鐵皮會落入到楔形塊與夾具相結合的斜面中,使得斜面的平整度被破壞��、表面粗糙度嚴重下降�����,使楔形口(楔形塊)運動不靈活�����,在拉力不斷增加時����,楔形塊沿燕尾斜面的滑動中產生爬行(跳躍行進)��。拉伸加載過程中時常出現的叭�����、叭之聲,就是這樣產生的�����。這就是通常所說的打滑�����。
針對以上由于人為因素和設備因素引起的打滑原因����,制定了以下幾點對策����,通過對策的施行可以減少或消除拉力機夾具打滑現象��。
1.規范試驗機的操作規程
針對試樣夾持長度較短和夾具的鉗口選擇不當����,在電子拉力試驗機的操作規程中�����,必須規定:“拉伸試樣的夾持長度��,不得小于夾具齒面的長度”和“不準使用用于大截面的鉗口夾持小截面試樣或使用平夾頭夾持大試樣”����。操作人員必須按操作規程進行試驗�����。
2.對楔形斜面進行修復
對楔形塊產生塑性變形����、嚴重外翻��,使楔形塊斜面塌陷或磨損的應及時進行修復�����,修復一般可以采取以下兩種方法:
a.補焊
對楔形塊斜面塌陷或磨損部分先進行補焊����,然后用插床進行復原(如果機加工達不到粗糙度要求��,還應進行刮研)����。補焊部位的硬度�����、強度一般會有所提高��,以后注意正確使用夾具就可以了�����。
b.鑲嵌
對楔形塊斜面按原設計角度用插床去除10毫米�����,然后在此部位鑲嵌一塊磨光的淬火鋼板這種方式對夾具本體的設計強度略有削弱����,但長期使用效果較好����。
3.楔形塊上方加上防層裝置
為了防止金屬試樣在拉伸過程中氧化鐵皮落入楔形塊斜面����,可以在楔形上方安上兩塊橡皮塊�����,這樣就可以有效的減少氧化鐵皮落入斜面��,另外可以在楔形塊斜面涂上黃油或潤滑脂��,并且定期對夾具進行擦洗和換油����。
推薦閱讀
【本文標簽】:拉力機夾具打滑,拉力試驗機打滑
【責任編輯】:天氏庫力 版權所有:http://www.jnshuntai.com/轉載請注明出處









