拉力機夾具是拉力機是否能夠進行有效試驗的關鍵配件���,我們常用的楔形夾具是夾具主體跟夾塊構成�,夾塊又分為平口夾塊和帶槽口夾塊���,我們可以根據試樣的形狀來選擇�,那么拉力機的夾塊如何保養���,怎么去延長其使用壽命呢�,下面我們就來重點介紹一下���。
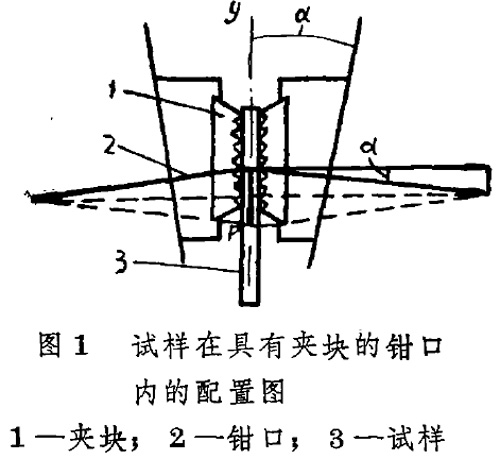
當在拉力機上用兩端被壓偏了的弓形帶狀試樣和管形試樣來確定管子的機械性能的時候���,使用在其工作表面上切齒的平面夾緊鉗口���。為了減少金屬的耗費和降低制造鉗口的勞動強度�����,在嵌入鉗口“燕尾槽”中的特制夾塊上切齒(圖1)�。
夾塊的質量對所獲得的機械性能(特別是} a)的準確度�,以及試驗人員的勞動生產率有很大的影響�����。夾塊的壽命依賴于它的工作條件�����,而該條件又主要取決于試樣金屬的性質�����,尺寸(厚度)�,被夾塊卡緊的表面狀況�。
如果夾塊具有易于侵入到試樣內部的銳利齒的工作表面�����,就可以保證與試樣可靠的機械咬合�。因此夾塊的硬度應該大大超過試樣材料的硬度�����。夾塊對齒的咬入深度有影響�����,同樣也對試樣夾緊力的數值有影響�����,該力值與楔形角有關�,并計算�,它與拉力相等�����,方向相反�。借助于在試樣表面被鉗口夾緊的部位預先刻以印痕的方法�,即人為地增加粗糙度也可以減小試樣的最初夾緊力�。
肖置于沖擊和交變負荷的作用下�,因為帶齒夾塊承受擠壓�、剪切���、彎曲和磨損�,夾塊的材料在具有足夠的沖擊韌性的情況下還應具有高的硬度和強度���。因為尖銳的劃痕���、裂口以及其它表面缺陷會引起應力集中�,并且導至齒的提前損壞和變鈍�,所以疲勞應力的存在要求夾塊齒的表面具有高的光潔度�����。因此���,夾塊的制造工藝應該保證齒的幾何精度和沒有表面缺陷�。
在我國拉力機規程里規定夾塊用經過淬火和低溫回火到HRC=54-58的鋼來制造���。但是這種夾塊在我們工廠里的使用
證明�����,它們在壽命方面不能滿足生產的要求�。它們的使用期限不超過兩周�,在此期間內試驗了1500~2000套試樣�。
由鋼工RC=54-58制做的夾塊通常被磨鈍�,個別的有齒崩�。如同顯微鏡分析所表明�,磨鈍與熱處理過程中表面的脫碳有關—雖然是有一般的高硬度�,但是齒的銳邊還軟�。因此我們用經過950℃, 8小時滲碳���,然后進行滲碳加熱淬火及200℃回火之后的鋼soxrca來代替鋼LT1X15�。夾塊的壽命提高了1.5倍�。但是因為提高了齒的脆性而經常發生齒崩�。在用過了的滲碳劑中做了特殊的加熱至800℃的滲碳之后�,將夾塊進行淬火�����,但還不能完全消除齒崩�。業已查明���,齒崩與它的幾何形狀(尖端銳角���,最大高度)和脆性(網狀碳化物的存在)有關���。
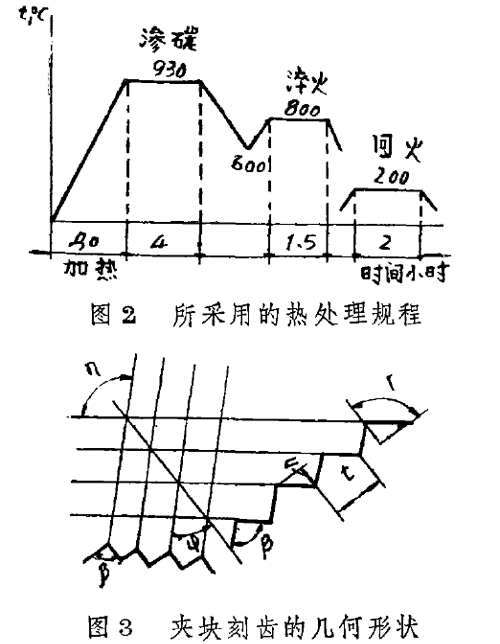
后來將滲碳后的冷卻工序和淬火的加熱工序結合起來���。由于減小了滲碳深度(它不超過齒根厚度的一半)和避免了網狀碳化物結構�����,齒的脆性降低了���。為此�����,滲碳溫度由950℃降至930℃�����,而時間由8小時降至4小時���,同時使滲碳劑的成分減少�����。新的熱處理規程示于圖20齒尖角增大為90°�����,以改善齒的工作條件�����。
這樣的夾塊壽命平均提高到一個月(~4000次試驗)�。但是因為夾塊在HRC=58~61時要磨鈍�����,所以不能被完全使用���。
對磨鈍原因的分析指出:齒的幾何形狀和刻線的質量起著決定性的作用?,F有的各種拉力機的夾塊刻齒種類按幾何形狀已由數據表格表示出來�����。(同時參見圖3).
為了考查齒的幾何形狀和其制造工藝對夾塊壽命的影響�,為試驗機制造了四種試驗夾塊�����。1)按照圖表���,刨齒���,2)按照圖表�,銑齒�����,3)與2)相似但是齒頂角為60°; 4)與2)相似�����,但是具有不與軸傾斜的刻線(φ=90°)�。
第二種夾塊表現出最好的結果���,它的平均壽命為三個月�����。因而用銑齒代替刨齒�����,其結果是大大提高了表面光潔度和紋齒的幾何形狀精度�����。
由于幾何尺寸各不相同(見表)�����,考查了統一夾塊的可能性�����。對于部分試驗機制成了適用于50 *50夾塊的成套試驗鉗口���。三個月的使用經驗表明:這種統一夾塊能夠在各種試驗機上采用�����,但是刻線的深度和齒距必須依照試樣的尺寸和材料的性質來選擇�����。
夾塊的厚度選為8mm�����,以便當其多次(3~5次)損壞時�����,可以通過在回火和消除不合格刻線層(在刨床上)以后重新刻線來修復���。
這樣一來便可以將拉力試驗機夾塊的壽命提高數倍���,并且將試樣卡緊長度平均減少40mm�����,這樣做的經濟效果在一年內節省不少�。

 來源:天氏庫力 發布日期
2018-10-22 瀏覽:
來源:天氏庫力 發布日期
2018-10-22 瀏覽: